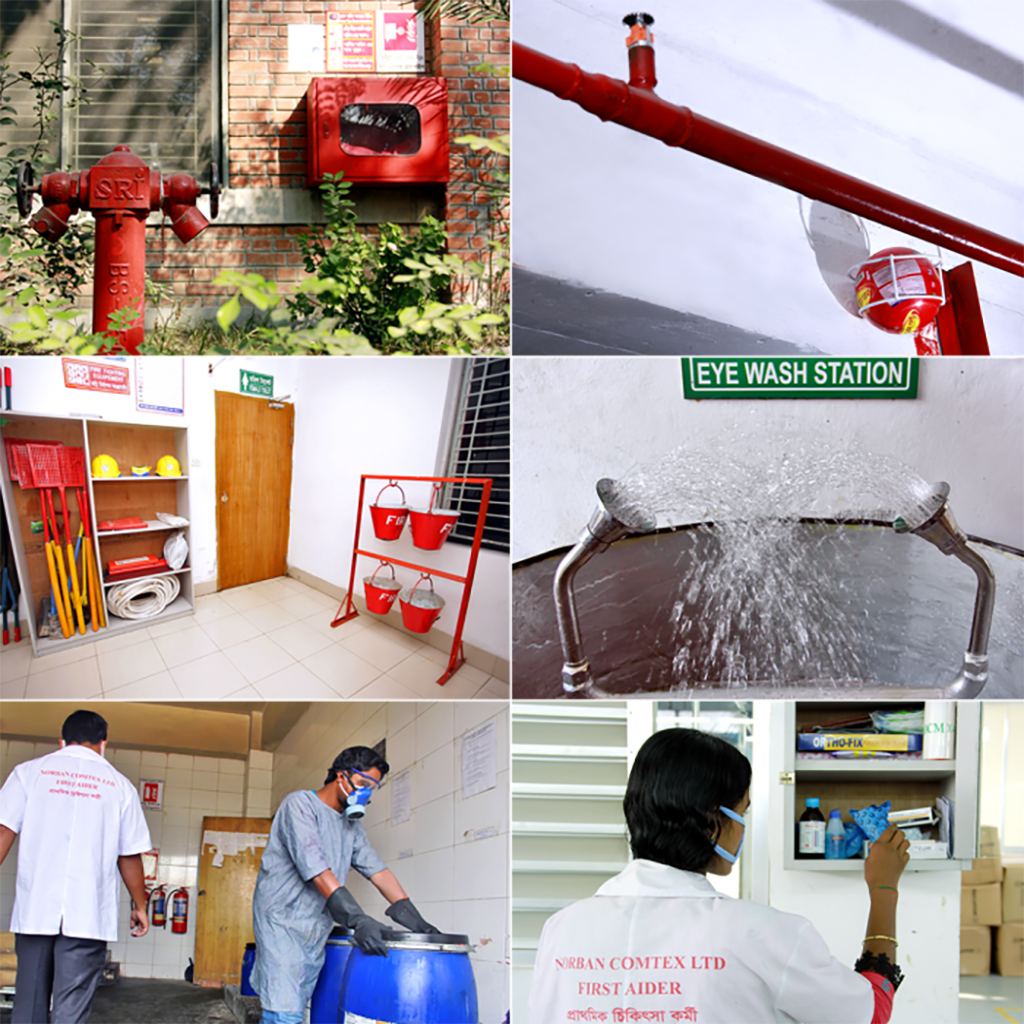
At Norban Group, sustainability and responsibility are at the heart of everything we do. Our five state-of-the-art production facilities exemplify our commitment to ethical practices, environmental stewardship, and innovation. Each facility is designed to minimize environmental impact while maximizing quality and efficiency, ensuring that our operations not only meet but exceed global standards.